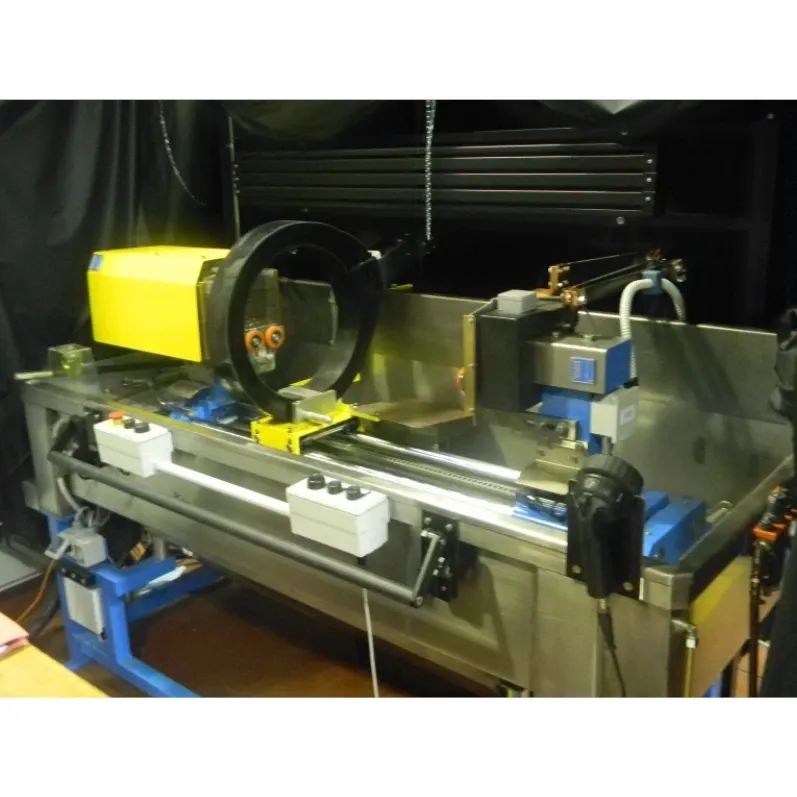
使用门式系统检查大型钢筋
RBIS(旋转棒材检测系统)
100% 自动(包括校准)检测系统,在旋转平移中,使用 UT 相控阵和涡流阵列技术对圆钢
(喷砂或轧制/去皮)进行在线或独立检测,生产率高(从 30 秒到 8 分钟)每片)。
这些是“交钥匙”系统(加拿大制造和/或由 CGM 集成)。
直径范围:70 毫米 – 500 毫米。
根据材料的结构(衰减)和要控制的直径,灵敏度从 FBH 0.7 mm 向上变化。
垂直剖面100%覆盖;不受控制的末端约为 5-10 毫米。
此类系统满足汽车、核能和航空工业 (NADCAP) 特定法规要求的条件。
CGM-CIGIEMME检测设备 BIS棒材检验系统
100% 自动(包括校准)直通式检测系统,采用 UT 相控阵和涡流阵列技术,在线检测圆形和方形棒材(黑色、喷砂和轧制/去皮棒材),生产率高(测试速度高达 2m/ s)。这些是“交钥匙”系统(加拿大制造和/或由 CGM 集成)。
T1 用于测试圆钢 (10 ÷ 65 mm)。最大灵敏度 FBH 0.7 mm,测试速度 0.5 至 2 m/s,
具体取决于系统的硬件配置、所寻找的缺陷类型以及材料的表面和直线度条件。
T2 用于测试圆形(20 ÷ 100 毫米,或 25 ÷ 125 毫米)和方形(30 ÷ 115 毫米)棒材。
最大灵敏度 FBH 0.7 mm,测试速度 0.5 至 2 m/s,具体取决于系统的硬件配置、所寻找的缺陷类型以及材料的表面和直线度条件。
T4 用于测试圆形(80 ÷ 250 毫米)和方形(90 ÷ 240 毫米)棒材。
最大灵敏度 FBH 0.8 mm,测试速度 0.3 至 1 m/s,具体取决于系统的硬件配置、所寻找的缺陷类型以及材料的表面和直线度条件。
UT 相控阵技术允许同时使用纵波 (LW) 和横波 (SW) 进行检测,确保 100% 覆盖横截面(检测内部、次表面和表面缺陷)。
T1 和 T2 的非受控端约为 30 毫米,T4 的非受控端约为 50 毫米。
涡流阵列技术可以检测纵向、横向和倾斜表面缺陷。最小可检测深度约为0.2毫米(根据材料表面状况而变化)。
此类系统满足汽车、核能和航空工业 (NADCAP) 特定法规要求的条件。


 QQ:
QQ: 电话:
电话: 邮箱:
邮箱: 地址:北京市顺义区金关北二街3号旭辉空港中心 C-1035
地址:北京市顺义区金关北二街3号旭辉空港中心 C-1035